_edited_edited_edite.png)
What is Manufacturing Transformation? Manufacturing Excellence Roadmap
- Apr 11
- 15 min read
A Complete Guide for Plant Leaders, Operations Executives, and Transformation Practitioners
This handbook is a working tool, not a reading document. It is designed to sit on a plant manager's desk, be annotated during gemba walks, referenced in production review meetings, and consulted when transformation efforts stall. Every framework, diagnostic tool, and implementation principle in these pages has been developed from direct engagement with manufacturing organisations across heavy engineering, chemicals, steel, pharmaceuticals, automotive, and discrete manufacturing.
Manufacturing Transformation is not a technology project. It is not a Lean programme. It is not a one-time restructuring exercise. It is the sustained, disciplined, and sequenced work of changing how a manufacturing organisation thinks, decides, and operates at every level, from the shop floor to the boardroom.
Content Summary
People, Culture, and Capability for Manufacturing Transformation
Governance, Roadmap, and Sustainability of Manufacturing Transformation
Self Assessment: Sample Manufacturing Transformation Readiness
Self Assessment: Autonomous Maintenance Readiness Sample Checklist
Self Assessment: Sample Middle Manager Capability Development Checklist
Self Assessment: Manufacturing Data Readiness Sample Assessment
How to Use manufacturing Transformation Handbook?
If You Are... | Start With... |
A CEO or COO deciding whether to launch a transformation | Chapter 1: What Manufacturing Transformation Actually Means |
A Plant Manager or VP of Operations | Chapter 2: Operational Readiness Diagnostic and Loss Quantification |
A Continuous Improvement or Lean Leader | Chapter 3: Transformation Methodology and Sequencing |
An HR or People Development Lead | Chapter 4: People, Culture, and Capability |
A Digital or IT Leader | Chapter 5: Digital Enablement in Manufacturing |
Anyone designing a transformation programme | Chapter 6: Governance, Roadmap, and Sustainability |

What Manufacturing Transformation Actually Means
Manufacturing Transformation is the comprehensive and sustained redesign of how a manufacturing organisation creates value: its processes, its management systems, its capabilities, and its culture.
The word transformation is used deliberately. It implies a before and an after that are genuinely different, not a marginal improvement programme that leaves the underlying system intact while adjusting a few metrics.
The confusion around transformation comes from the word being applied to almost everything. Installing a new ERP system is called transformation. Deploying an OEE dashboard is called transformation. Hiring a Lean consultant to run a kaizen event is called transformation. None of these things, in isolation, is transformation. They are interventions. Transformation is what happens when those interventions are sequenced correctly, sustained consistently, and embedded deeply enough that the organisation cannot comfortably return to how it operated before.
Why Manufacturing Transformation Fails Most of the Time
The failure rate of manufacturing transformation programmes is high. Not because the methodologies are wrong. Not because the tools are ineffective. The failure is almost always a sequencing and governance problem. Organisations deploy the right things in the wrong order, or they deploy them correctly and then fail to sustain the discipline required to embed them permanently.
There are five recurring failure patterns observed across manufacturing engagements:
1. Launching before diagnosing. Organisations deploy Lean tools in environments that have never achieved basic process stability. They implement real-time monitoring systems in plants where the management system is not capable of responding to the data being generated.
2. Treating transformation as a project. Every programme has an end date. When the consultants leave and the project officially closes, the improvement habits dissolve within weeks because they were never embedded in the daily management routine.
3. Confusing activity with progress. Teams run kaizen events, complete training courses, and generate improvement idea logs. None of this constitutes transformation if OEE is not improving, cost of poor quality is not falling, and management behaviour has not changed.
4. Underestimating the middle management problem. Senior leadership commits. Front-line operators are trained. The transformation stalls at the supervisor and department manager level, where the critical translation between strategy and execution happens, and where development investment is almost always lowest.
5. Skipping the diagnostic. Organisations with genuine performance gaps often have an inflated view of their current state. Without an honest, externally validated baseline, improvement targets are guesses, and the organisation cannot detect progress or its absence.
Transformation Dimension | What It Is Not | What It Actually Requires |
Process Excellence | A set of Lean tools deployed in training rooms | Stable, standardised processes with real management accountability for adherence |
Equipment Reliability | A maintenance scheduling software upgrade | Autonomous Maintenance discipline, PM compliance, and operator ownership of equipment condition |
Supply Chain Performance | An S&OP meeting added to the calendar | A demand-supply decision process with cross-functional accountability and data integrity |
Commercial Capability | CRM implementation | Sales process discipline, pipeline quality, and structured coaching by sales managers |
Digital Integration | Dashboard deployment | Management system readiness to respond to the insights the digital tools generate |
Leadership Culture | A leadership development programme | Changed daily management behaviour, visible at Tier-1 level, every day |

Operational Readiness Diagnostic for Manufacturing Transformation
The most important thing a manufacturing leader can do before launching a transformation programme is to understand, with precision and without self-congratulation, where the organisation genuinely sits.
The maturity assessment is the corrective discipline that prevents the most common and most costly error in transformation: beginning the journey from the wrong starting point.
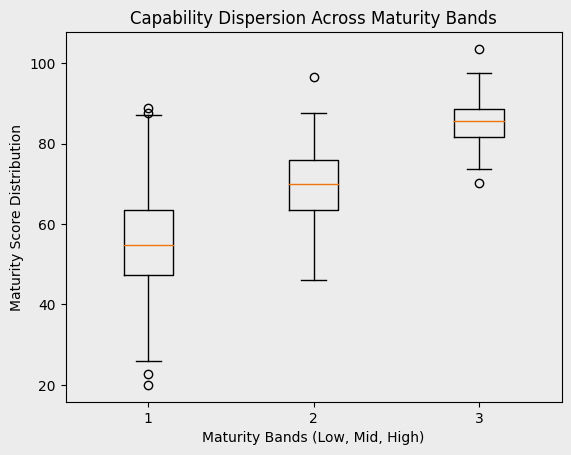
Level | Label | What It Looks Like in a Manufacturing Plant |
Level 1 | Reactive | No formal processes. Problems solved as they happen. KPIs absent or unreliable. Leadership fires all day. |
Level 2 | Managed | Basic SOPs exist but are inconsistently followed. Some KPIs tracked. Functional silos dominant. Improvement is episodic. |
Level 3 | Proactive | Standard processes followed consistently. KPIs tracked daily and weekly. Management review cadences are operational. |
Level 4 | Predictive | Data-driven decisions. Root cause analysis embedded. Continuous improvement is a daily habit, not a project. |
Level 5 | Self-Improving | Organisation benchmarks itself continuously, learns systematically, and digital capability is fully integrated into operations. |

Use the diagnostic below independently across three groups: senior leadership, middle management, and front-line supervisors. Score each question based on what exists in consistent practice, not what is intended, documented in a policy, or periodically attempted. Triangulate the scores. Divergence between layers is itself a critical finding. It reveals where strategy is not landing and where management accountability is breaking down.
Manufacturing Transformation Readiness: Sample 15-Point Self-Assessment
Checklist 1: Sample Manufacturing Transformation Readiness Assessment

Manufacturing Transformation Methodology: The Right Sequence
The most damaging myth in manufacturing transformation is that the methodology is the hard part.
Selecting between TPM and Lean, between Six Sigma and the Various Production System, between OEE optimisation and zero-defect programmes is not the critical decision. The critical decision is the sequence in which interventions are deployed and the management discipline with which they are sustained.
The Manufacturing Transformation Framework
There are five interconnected dimensions of manufacturing transformation. Every intervention sits in one of these dimensions. The sequence in which dimensions are addressed determines whether the programme builds sustainable capability or generates temporary improvements that erode within months of the intervention team departing.
Dimension | Core Question | Foundation Required |
Process Stability | Are our core manufacturing processes documented, standardised, and consistently followed? | 5S discipline and visual management basics in place |
Equipment Reliability | Do our machines perform to their design capacity, consistently and predictably? | Process stability achieved; operator ownership of equipment established |
Quality System | Are we preventing defects, not just detecting them? | Process stability and equipment reliability both addressed |
Flow and Lead Time | Are we producing what customers need, when they need it, without unnecessary inventory? | Quality system capable; demand variability characterised |
Management System | Does our daily management routine create accountability for all of the above? | This is not last; it is the prerequisite for every other dimension working |
OEE as a Diagnostic, Not a Target
Overall Equipment Effectiveness is the most useful and most misused metric in manufacturing transformation. Plants that treat OEE as a target to be reported rather than a loss profile to be analysed extract very little value from measuring it. The headline OEE percentage is almost irrelevant. The loss beneath it, decomposing total losses into availability, performance, and quality components, and then further into the six big loss categories, is where the value lives.
Loss Category | OEE Component | What Is Actually Happening | Where to Look First |
Unplanned Breakdowns | Availability | Equipment fails unexpectedly, stopping production entirely | Maintenance history, AM compliance, critical spares availability |
Planned Stoppages and Changeovers | Availability | Setup time is longer than necessary because internal and external elements are not separated | SMED analysis, changeover standardisation, first-off inspection |
Minor Stoppages | Performance | Equipment stops briefly and frequently but operators restart without logging the event | Real-time OEE monitoring, stoppage code taxonomy, Pareto analysis |
Reduced Speed | Performance | Equipment runs consistently below nameplate capacity because of condition, settings, or undocumented speed limits | Nameplate vs actual speed gap analysis, equipment condition assessment |
Start-Up Rejects | Quality | Product produced during equipment warm-up or line changeover does not meet specification | Start-up sequence process control, first-off inspection protocol |
In-Process Defects | Quality | Ongoing process variation produces product outside tolerance | SPC deployment, root cause analysis, material and parameter variation study |
Autonomous Maintenance: The Highest-Leverage Intervention
No single intervention in manufacturing transformation delivers a faster, more durable, and more broadly valuable return than well-implemented Autonomous Maintenance.
The concept is straightforward: operators take ownership of the first level of equipment care, covering cleaning, inspection, lubrication, and tightening. The implementation discipline required is demanding and the failure rate when that discipline is absent is near-total.
Autonomous Maintenance Readiness Sample Checklist
Checklist 2: Sample Autonomous Maintenance Readiness Assessment
Cost of Poor Quality: The Hidden Manufacturing Tax
Most manufacturing plants track visible quality costs: scrap, rework, and re-inspection. These visible costs are real, they are tracked, and they are discussed in quality meetings. They are also, in most manufacturing organisations, a minority of total quality cost.
The hidden component of Cost of Poor Quality, covering warranty returns managed by a separate commercial team, premium freight used to recover from quality-related delivery failures, engineering investigation time absorbed in overhead, customer satisfaction penalties buried in commercial settlements, and schedule disruption costs that never appear on a quality report, typically exceeds the visible component by a factor of three to four.
COPQ Component | Typical Visibility | Where It Usually Hides |
Scrap and rework | High — tracked in quality systems | Usually visible but often undervalued at standard cost rather than true cost |
Re-inspection cost | Medium — partially tracked | Often absorbed in quality department overhead |
Warranty returns | Low — managed separately | Buried in commercial or after-sales cost centre, never reaches plant quality reporting |
Premium freight | Very Low | Appears in logistics cost, attributed to delivery failures not traced back to quality cause |
Engineering investigation time | Very Low | Absorbed in engineering department overhead, not allocated to specific quality events |
Customer satisfaction penalties | Very Low | Managed commercially, invisible to plant-level quality reporting |
Schedule disruption cost | Near Zero | Spread across multiple cost lines; never aggregated as a quality cost |

People, Culture, and Capability for Manufacturing Transformation
Manufacturing Transformation fails at the people layer more consistently than it fails at the process or technology layer. Not because manufacturing people resist change, but because transformation programmes are almost universally designed around process changes and technology deployments while treating human capability and culture as a parallel, secondary workstream that will follow naturally once the systems are in place.
Human capability and cultural change must be designed with the same rigour, the same sequencing logic, and the same governance discipline as every other dimension of the transformation.
The Middle Management Binding Constraint
Middle management, covering team leaders, shift supervisors, and department managers, is the most critical and most consistently underdeveloped population in any manufacturing transformation. They are the transmission layer between strategy and execution. They translate KPI targets into daily actions, coach operators through the adoption of new practices, maintain the discipline of management routines under production pressure, and determine whether improvement habits survive the departure of the transformation team.
When the transmission layer is weak, even the best-designed transformation programmes dissolve between the executive commitment and the shop floor. The senior leadership is aligned. The operators are trained. The methodology is correct. The discipline evaporates in the middle.
Sample Middle Manager Capability Development Checklist
Checklist 3: Sample Middle Management Development Assessment Checklist
Strategy Cascade: From Boardroom to Shop Floor
Strategic clarity is the precondition for every other transformation dimension. If front-line operators cannot articulate what the organisation is trying to achieve and why their daily work contributes to it, every tool, process, and system deployed on the shop floor will be experienced as an imposition rather than a direction. The tools will be complied with minimally when supervised and ignored when not.
In diagnostic conversations with manufacturing organisations, fewer than 30% of front-line employees can articulate the top three operational priorities in any coherent form. This is not a motivation problem. It is a cascade design problem. Strategy is created at the top and communicated downward in language that is meaningful at the executive level and meaningless on the shop floor.
Cascade Level | Translation Required | Tool or Forum |
Executive Team | Enterprise strategy translated into functional strategic objectives with specific KPI targets | Annual strategy workshop; quarterly strategic review |
Senior Managers | Functional objectives translated into departmental KPIs and 90-day improvement priorities | Hoshin Kanri or X-matrix; functional strategy deployment sessions |
Department Managers | Departmental KPIs translated into team targets and weekly performance expectations | Tier-2 management review; team KPI boards with trend data |
Team Leaders and Supervisors | Team targets translated into individual daily and weekly actions | Tier-1 daily meeting; visual management board; standard work |
Front-Line Operators | Daily actions translated into standard work adherence and improvement contributions | Standard operating procedures; CI idea system; AM standards |
The Tiered Management Review System
The tiered management review system is the operational backbone of manufacturing transformation sustainability. It is a structured, layered cadence of short-interval meetings that connects the shop floor to the executive level through daily and weekly rhythms.
When implemented with discipline, it is the fastest single intervention available for improving management system quality, and it is more durable in its impact than most training programmes because it changes what managers actually do every day rather than what they know.
Tier | Meeting Type | Duration and Frequency | Participants | Primary Focus |
Tier 1 | Shop Floor Daily | 15 minutes, daily | Team leader plus operators | Yesterday's performance vs target; today's production plan; safety; open issues |
Tier 2 | Department Review | 30 minutes, daily or weekly | Department manager plus team leaders | KPI trends; escalated issues from Tier-1; improvement progress |
Tier 3 | Plant Management Review | 60 minutes, weekly | Plant manager plus department heads | Cross-functional performance; major issues; transformation milestones |
Tier 4 | Executive Review | 90 minutes, monthly | CEO, COO, functional heads | Strategic performance; investment decisions; transformation programme accountability |

Digital Enablement in Manufacturing Transformation
Digital tools are force multipliers for strong operational foundations and friction amplifiers for weak ones. This principle governs every decision about technology sequencing in manufacturing transformation. It is not anti-technology. It is a sequencing imperative derived from consistent observation of what actually happens when digital tools are deployed into plants with immature management systems.
The failure pattern is consistent. A plant with 60% OEE deploys a real-time OEE monitoring system. A detailed, well-visualised dashboard shows, in granular detail, exactly how much capacity is being lost and where. Six months later, OEE has improved by two or three percentage points.
The system cost substantial capital and management attention. It delivered a fraction of its potential value. Why? Because the management system, the maintenance discipline, and the operator capability required to respond to the dashboard data were not in place before deployment. The dashboard measured the problem more precisely. It did not solve it.
The Digital Sequencing Test for Manufacturing Transformation
Before any digital tool deployment in a manufacturing transformation context, three questions must be answered clearly:
1. What specific operational decision will this tool improve, and who makes that decision today? If the answer is unclear, the tool does not have a defined use case.
2. Does the current management system create accountability for acting on the insight this tool will generate? A dashboard that generates data no one is accountable for acting upon is a reporting system, not a management tool.
3. Is the process this tool supports stable enough that digital visibility will trigger corrective action rather than expose systemic chaos that the organisation cannot currently address?
If any of these questions cannot be answered clearly, process and management system readiness must precede digital deployment.
Digital Intervention | Foundation Required Before Deployment | Typical Payback Period |
Real-time OEE monitoring and shop floor dashboards | Basic OEE measurement process running; shift-level data recording discipline in place; Tier-1 daily meeting operational | 4 to 8 months |
Predictive maintenance using vibration or thermal sensing | AM programme active; equipment maintenance history documented; engineering capability to act on alerts | 8 to 18 months |
Digital SOPs with compliance tracking | Standard operating procedures documented and current; supervisor accountability for SOP adherence established | 6 to 12 months |
Demand sensing and advanced demand forecasting platform | S&OP process at minimum Stage 3 maturity; commercial team engaged in forecast ownership; CRM data quality validated | 6 to 14 months |
Integrated cross-functional management dashboards | All functional KPI sets defined; data sources reliable; Tier-3 and Tier-4 review cadences operational | 6 to 12 months |
AI-assisted production scheduling | Production planning process standardised; demand variability characterised; clean data historian covering minimum twelve months | 12 to 24 months |
Data Quality for Manufacturing Transformation: The Infrastructure Beneath the Infrastructure
The most common reason digital transformation programmes in manufacturing deliver less than expected is not the technology selected. It is the quality of the data feeding it. Organisations that have been collecting production data for years frequently discover, when attempting to build analytical applications, that the data is incomplete, inconsistently coded, structured in ways that prevent aggregation, or owned by no one and therefore maintained by no one.
Manufacturing Data Readiness Sample Assessment
Checklist 4: Sample Manufacturing Data Readiness Assessment Checklist

Governance, Roadmap, and Sustainability of Manufacturing Transformation
Manufacturing transformation programmes fail most frequently not because of poor methodology selection but because of poor governance and sequencing. The discipline required to sustain transformation over the eighteen to thirty-six months necessary to achieve genuine embedding is harder than any of the technical work involved in the programme.
The Four-Phase Manufacturing Transformation Roadmap
Phase 1: Diagnostic and Foundation (Months 0 to 4)
Two activities in the foundation phase are non-negotiable. The first is a rigorous, externally validated organisational maturity assessment that quantifies actual performance gaps rather than management perception of gaps. Without a factual baseline, improvement targets are guesses and attribution of progress is impossible. The second is genuine executive alignment on what manufacturing transformation means for this specific organisation, in this sector, at this moment. Without this alignment, the programme becomes whatever each functional head interprets it to mean, and cross-functional energy dissipates within the first quarter.
The foundation phase should also include a rigorous loss quantification exercise: the financial value of the gap between current OEE and the target OEE, total COPQ including hidden components, inventory carrying cost attributable to demand uncertainty, and the cost of schedule instability. This financial framing converts a technical improvement programme into a business case with a return, which is essential for maintaining executive commitment through the difficult middle phase of transformation.
Phase 2: Design and Pilot (Months 4 to 9)
Framework selection must be context-specific. The failure at this phase is template adoption: taking a Lean deployment template from a consumer goods plant and applying it verbatim to a batch chemical reactor environment, or importing a TPM model designed for discrete manufacturing into a process industry context. Every framework requires adaptation to the operating model, culture, and constraint profile of the specific organisation.
Pilot site selection is equally consequential. The pilot site should have three characteristics: motivated local leadership, manageable operational complexity, and enough visibility to demonstrate measurable results within 90 days. An early visible win is not optional. It is the evidential currency that sustains organisational belief through the inevitable difficulty of the deployment phase.
Phase 3: Deployment and Value Creation (Months 9 to 24)
The deployment phase is where most of the financial value in a transformation programme is created, and where most programmes fail. The success determinant at this phase is not the quality of the methodology. It is the consistency of the management system driving the deployment.
Weekly programme governance reviews, not monthly. Visible CEO-level engagement with programme milestones. Rapid communication of early wins. Aggressive and honest management of resistance that surfaces when improvement work begins to challenge established work practices and informal authority structures.
Phase 4: Embedding and Sustainability (Months 24 to 36 and Beyond)
Sustainability is achieved when transformation behaviours are embedded in the daily management routine, not running as a parallel improvement programme alongside normal operations. The test for embedding is straightforward: remove the external consultant and the programme manager.
Do the daily Tier-1 meetings continue with the same discipline? Do teams continue to use root cause analysis tools without prompting? Does autonomous maintenance compliance hold under production pressure? If the answer is yes, the organisation has built a capability. If the answer is no, the organisation has just run a programme.
Manufacturing Transformation Programme Governance Architecture
Governance Body | Membership and Frequency | Mandate |
Transformation Steering Committee | CEO plus functional heads; monthly | Programme direction, resource allocation, cross-functional conflict resolution, strategic course correction |
Programme Management Office | Programme manager plus workstream leads; weekly | Milestone tracking, action log ownership, risk identification, cross-workstream coordination and dependency management |
Functional Transformation Champions | One per major function; weekly peer review | Embedding tools and behaviours at team level; identifying and escalating barriers; maintaining energy between formal governance reviews |
External Expert Support | As required; monthly review with PMO | Methodology quality assurance; benchmarking against external comparators; challenge function for self-assessed progress |
Change Management: The Parallel Workstream That Cannot Be Sequential
Every manufacturing transformation programme is simultaneously a change management programme. The technical work of process improvement and the people work of change enablement must run in parallel from the beginning.
Beginning change management after the technical methodology has been designed and communicated is too late. The organisation will already have formed its interpretation of what is happening and why, and changing that interpretation is much harder than shaping it from the outset.
Change Management Element | Practitioner Guidance |
Stakeholder Mapping | Identify blockers, supporters, and neutrals at every level. Do not assume seniority equates to support. The most influential resistors are often middle managers who stand to lose informal authority as processes are standardised and performance becomes visible. |
Change Vision Communication | Communicate the reason for change before the mechanics of change. People who understand why they are being asked to work differently engage. People who only understand what they are being asked to do comply minimally or resist. |
Early Win Design | Deliberately sequence the deployment to generate a visible, quantified improvement within 60 to 90 days. Early wins are not optional additions; they are the evidential currency that sustains belief through the difficult middle phase of the programme. |
Resistance Diagnosis | Do not attempt to eliminate resistance. Diagnose its source. Fear of job loss requires different management from improvement initiative fatigue, which requires different management from principled disagreement with the approach. Each type has a specific and distinct management response. |
Internal Champion Network | Identify two to three percent of the workforce who embody the transformation culture and develop them formally as internal champions. They become the social proof that the programme is real, the day-to-day coaches for peers, and the sustainability engine when external support reduces. |
Final Practitioner Note
Manufacturing Transformation is not something that happens to a plant. It is a discipline that a manufacturing organisation decides to practise every day, at every level, in every function, whether or not a consultant is present, whether or not the transformation programme is formally active, and whether or not leadership attention is directed elsewhere by the next operational crisis.
The frameworks in this handbook are starting points, not destinations. The checklists are prompts for thinking, not substitutes for it. The sequencing principles are informed by experience across many organisations, but they are not universal truths that override the specific context, culture, and constraint profile of your plant.
STATUTORY DISCLAIMER
This document is produced solely for thought leadership, general informational, and educational purposes. Nothing in this document constitutes professional advice of any kind.
All observations and indicative data are based on collective professional experience across manufacturing engagements and are provided on an as-observed basis. Results in any specific organisation will vary based on context, industry, size, culture, and a wide range of other factors.
This document does not cite, reproduce, or rely upon data, findings, or intellectual property from any third-party research organisation. All patterns described are generalised and anonymised at a level that precludes identification of any specific organisation or engagement.





Comments